We are leading Pressure Reducing Station Manufacturers in India. The Pressure Reducing Station (PRS) is specifically designed to eliminate hazards associated with unregulated high-pressure steam systems—such as pipe rupture, valve seat erosion, water hammer, and system overload. These failures can lead to costly downtime, safety risks, and damage to downstream equipment.
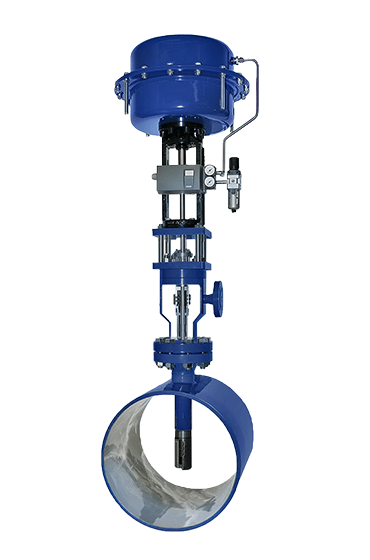
To address these challenges, the PRS delivers precise and stable pressure regulation while maintaining thermal equilibrium throughout the downstream process. Its design centers around a pilot-operated Pressure Reducing Valve (PRV), engineered for high responsiveness and accuracy. Integrated multi-stage noise attenuation and anti-cavitation trim ensure smooth pressure drop across stages, significantly reducing turbulence, vibration, and noise—key factors that lead to equipment wear and failure.
What is a Pressure Reducing Station?
A Pressure Reducing Station (PRS) is a piping system arrangement used to lower high inlet pressure of steam, gas, or other process fluids to a controlled and usable downstream pressure. In many industrial facilities, fluids are generated or transported at high pressure for efficient transmission, but the equipment using the fluid requires a lower and stable pressure. A PRS performs this pressure regulation automatically, ensuring that downstream systems operate safely and efficiently.
Pressure reducing stations are commonly installed in steam distribution networks, process plants, and utility pipelines where pressure control is critical to prevent equipment damage, leakage, or unsafe operating conditions.
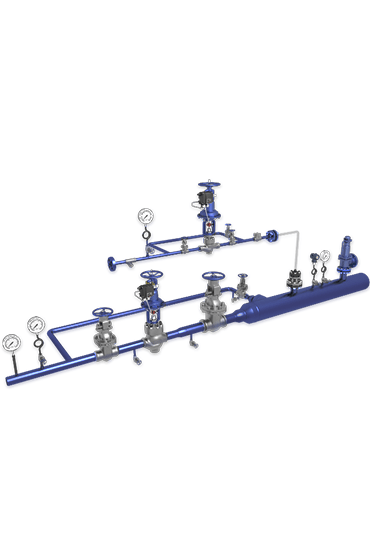
How a Pressure Reducing Station Works
The operation of a pressure reducing station is based on controlled throttling of fluid pressure through a pressure regulating valve. High-pressure fluid enters the station and first passes through a strainer or filtration unit to remove dirt, scale, or other contaminants that could affect valve performance.
The filtered fluid then flows through a pressure reducing valve, which adjusts its opening based on the downstream pressure requirement. This valve continuously modulates to maintain the desired outlet pressure even when inlet pressure or flow demand changes.
Instrumentation such as pressure gauges or transmitters monitor both upstream and downstream pressure levels. If the outlet pressure exceeds the set limit, safety devices such as relief valves or safety valves activate to protect the system from over-pressure conditions.
This advanced configuration is capable of throttling pressures from 150 bar to as low as 5 bar with ±1% accuracy, ensuring consistent output even under fluctuating upstream conditions. The result is a highly reliable, maintenance-friendly system that enhances process stability, protects critical assets, and improves operational safety across steam-intensive applications.
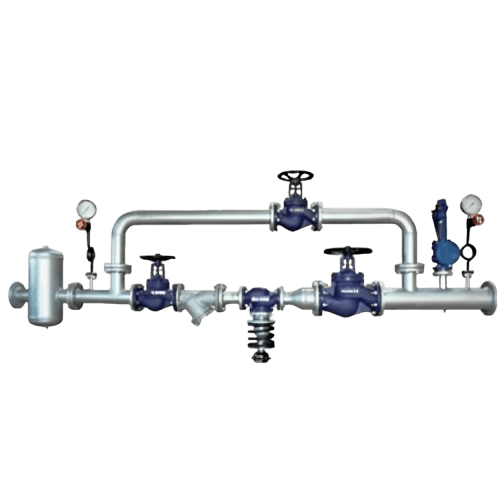
Key Components of a Pressure Reducing Station
A typical pressure reducing station consists of several interconnected components designed to ensure reliable pressure control.
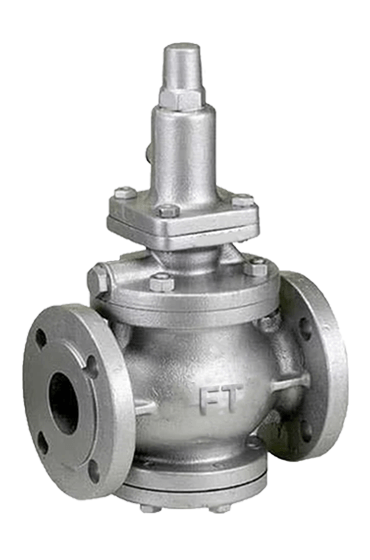
The pressure reducing valve (PRV) is the primary component responsible for regulating pressure. Isolation valves are installed before and after the PRV to allow maintenance without shutting down the entire system. A strainer is placed upstream to remove impurities and protect the internal valve components from damage.
A bypass line with a manual valve is often provided so that the system can continue operating if the main PRV requires servicing. Safety valves or relief valves are also included to prevent excess pressure buildup in the downstream pipeline.
Additionally, pressure gauges, temperature indicators, and other monitoring instruments help operators observe system performance and maintain safe operation.
Design Features of a Pressure Reducing Station
The Pressure Reducing station employs dual-seat pilot valves and dome-loaded actuators to maintain setpoints despite upstream fluctuations, while machined labyrinth discs dissipate kinetic energy to prevent cavitation damage. Its compact, modular design simplifies retrofitting into legacy infrastructure, making it a cornerstone of modern, resilient steam distribution networks.